Close Menu
Close Menu
ICNG SEO
Business
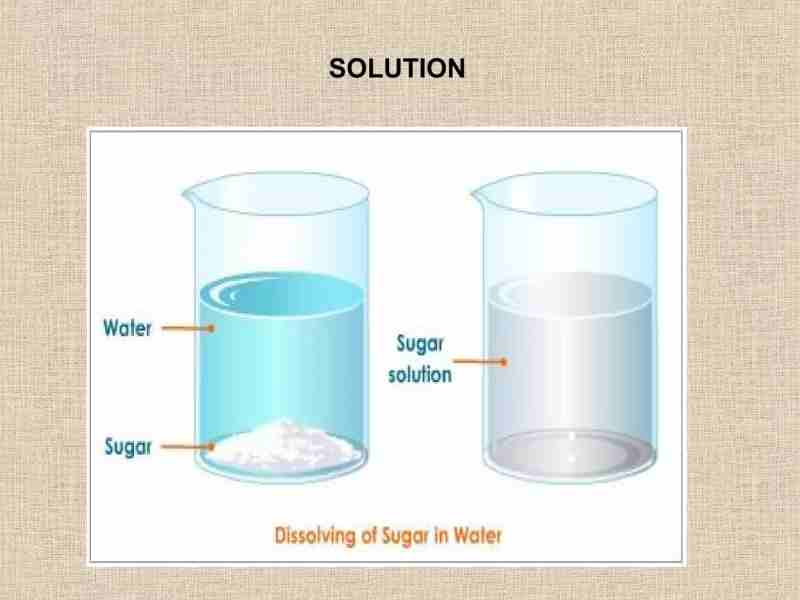
Solvent Drying Explained: Hit 99.9% Purity Without Boiling
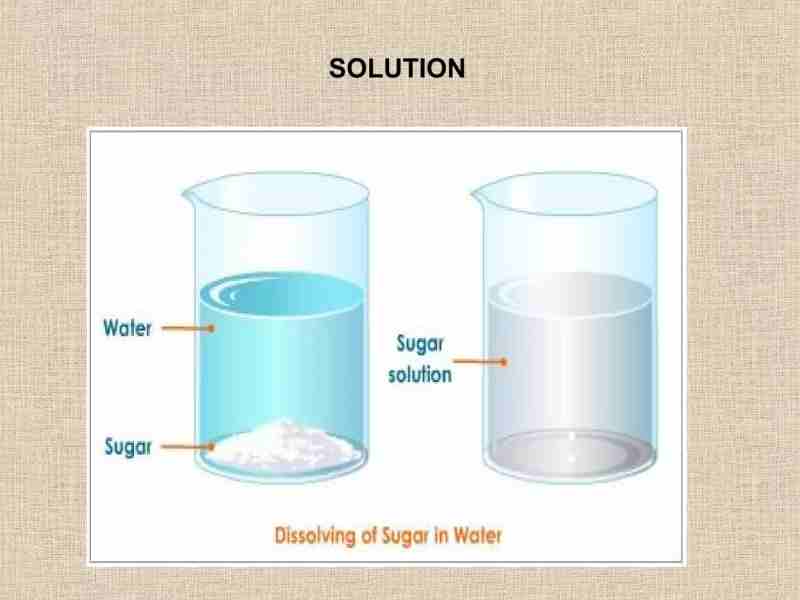
Solvent Drying removes water traces from organic liquids. Plants demand dry solvents for clean reactions. Traditional boiling loses product and pulls high power. Membrane systems extract water cold. Purity reaches 99.9% in single pass. Batches run without delay.
Limits of Heat-Based Drying
Distillation heats solvents past 80C. Azeotrope walls stop at 96% dry. Product vapors escape towers. Compressors draw 12 kWh per liter. India plants fight humid feeds. USA operations recycle moist streams. Towers scale from impurities. Shutdowns clean trays monthly. Solvent loss tops 10% per cycle.
Heat Method Flaws
- Vapor carryover wastes stock. Energy peaks tax grids. Condenser lines clog fast. Batch purity varies wide. Scale-up doubles steel costs.
How Solvent Drying Membranes Operate
Wet solvent flows across membrane surface. Polymer layer binds water tight. Low pressure draws vapor through wall. Dry solvent continues forward at 5 ppm water. Feed pressure sits at 1.5 bar. Temperature holds room level. Water flux pulls 3 liters per square meter hourly. Units process 3 tons daily without strain.
Step-by-Step Extraction
- Solvent contacts selective face. Water diffuses inward quick. Vapor forms on dry side. Condenser traps pure drops. Retentate purity stabilizes instant.
Advantages of No-Heat Approach
Solvent Drying preserves molecule chains. No breakdown from temperature swings. Post-dry reactions convert full. Plant throughput rises 20% steady. Power needs fall 65% below distillation. No boiler feeds run plant. Space claims rack width only. Initial build skips large vessels.
Main Dry Benefits
- Water drops under 15 ppm steady. Recycle covers 85% demand. Module changes take hours. Operations match strict specs.
Methanol Drying Details
- Methanol Drying pulls water from alcohol feeds. Membranes favor polar pulls strong. Dry methanol enters reactors haze-free. Hydrogen steps complete 97%.
- Continuous flow handles plant loads. Dryness holds below 8 ppm long shifts.
Acetonitrile drying Process
Acetonitrile drying clears nitrile solvents sharp. Water traces exit first pass. Dry acetonitrile supports synthesis clean. Flux rates stay firm under load. No added agents foul lines. Scale matches kilo to ton runs.
Acetonitrile Dry Facts
- Pressure vacuum serves packs. Reuse rate climbs 82%. Sieve beds drop from cycle.
THF drying Execution
THF drying dries ethers for stable storage. Membranes seize water ahead of solvent. Dry THF runs organometallics smooth. Peroxide risks fall zero. Inline units bolt to tanks. Dry levels hit 99.95%.
IPA drying Application
IPA drying processes isopropanol streams pure. Water permeate separates full. Dry IPA washes parts repeat. Reaction feeds stay active no blocks. Throughput tops 2.5 liters per square meter. Stock needs shrink heavy.
Acetone drying Performance
Acetone drying feeds ketones water-free. Membranes pass lights selective. Dry acetone pushes condensations fast. Quench volumes cut direct. Runs ambient save full heat. Dryness lands 10 ppm max.
Acetone Dry Points
- Load capacity fills high. Packs endure 20 months. Power limits vacuum alone.
Integrated Drying Network
- Solvent Drying connects Methanol Drying, Acetonitrile drying, THF drying, IPA drying, Acetone drying via central frame. Packs shift solvents hourly. Shared vacuum cuts lines.
- Sample feed tests first. Production ramps shift two. Daily purity scans log data.
Operations Improve Steady
- Solvent Drying sets dry base for plants. Turn times shorten clear. Returns grow from full batches. Capacity builds module stack.
- I3 Nanotec delivers Solvent Drying, Methanol Drying, Acetonitrile drying, THF drying, IPA drying, Acetone drying matched to feeds. Forward sample for test output.
Source:
Click for the: Full Story
You might like